Corte a soplete.
Corte a Soplete de Acero y Hierro Fundido
Los aceros comunes al carbono, con un contenido de carbono no superior al 0,25%, pueden cortarse sin precauciones especiales. Sin embargo, ciertas aleaciones de acero presentan una alta resistencia a la acción del oxígeno de corte, lo que puede dificultar o incluso impedir la propagación del corte sin el uso de técnicas especiales.
Corte con Oxígeno (Oxygen Cutting – OC)
El corte con oxígeno es un grupo de procesos térmicos utilizados para seccionar o remover metales mediante la reacción química del oxígeno con el metal base a temperaturas elevadas. En metales resistentes a la oxidación, esta reacción se facilita mediante fundentes decapantes o polvo de metal. Existen cinco procesos básicos dentro de esta categoría:
- Corte por gas oxicombustible u oxicorte (Oxyfuel Gas Cutting – OFC)
- Corte por polvo de metal (Metal Powder Cutting – POC)
- Corte por fundente químico
- Corte por lanza de oxígeno
- Corte por arco de oxígeno
Cada uno de estos procesos tiene características específicas, que se describen a continuación.
Corte por Gas Oxicombustible (Oxyfuel Gas Cutting – OFC)
Este proceso corta el metal mediante la reacción química del oxígeno con el metal base a altas temperaturas. La temperatura necesaria se mantiene mediante la combustión de un gas combustible mezclado con oxígeno.
Entre los gases combustibles utilizados se encuentran:
- Acetileno (el más popular)
- Gas natural
- Propano
- Metilacetileno y propadieno estabilizado (gas MAPP)
- Hidrogeno (usado raramente)
Cada gas combustible posee características específicas, como temperatura de llama, contenido de calor y relación oxígeno-gas combustible, lo que influye en la selección del equipo adecuado.
El corte se produce al elevar la temperatura del acero hasta su punto de ignición, permitiendo su combustión en presencia de oxígeno puro. Las reacciones químicas principales involucradas son:
Fe + 0,5 O2 = Fe + calor
3Fe + 2 O2 = Fe3O4 + calor
2Fe + 1,5 O2 = Fe2O3 + calor |
La antorcha de corte oxiacetilénico se encarga de calentar el metal hasta su punto de ignición e introducir un chorro de oxígeno puro que provoca la oxidación rápida del acero y la expulsión del material fundido.
Condiciones necesarias para el corte a soplete:
- El punto de fusión del material debe estar por encima de su temperatura de ignición en oxígeno.
- Los óxidos del metal deben fundirse a una temperatura inferior a la del metal base y por debajo de la temperatura generada en el proceso de corte.
- El calor generado por la combustión del metal con el oxígeno debe ser suficiente para mantener la operación de corte.
- La conductividad térmica del material debe ser lo suficientemente baja para alcanzar su temperatura de ignición.
- Los óxidos formados en el corte deben ser fluidos al fundirse para evitar interrupciones en el proceso.
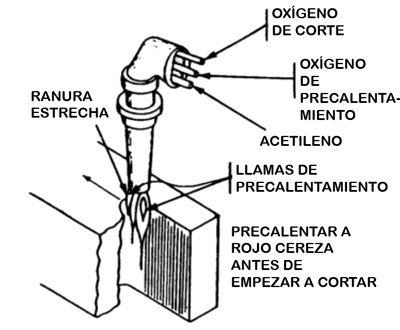
- Acetileno ( Acetylene )
- Llamas de precalentamiento ( Preheating flames )
- Oxígeno de corte ( Cutting oxygen )
- Oxígeno de precalentamiento ( Preheating oxygen )
- Precalentar a rojo cereza antes de empezar a cortar ( Preheat to cherry red before starting cut )
- Ranura estrecha ( Narrow kerf )
Figura: Diagrama del proceso de corte por oxígeno.
El hierro y los aceros de bajo carbono cumplen con estos requisitos y pueden cortarse fácilmente con soplete de oxígeno. Sin embargo, el hierro fundido presenta dificultades debido a su alta temperatura de ignición y la formación de una escoria de óxido refractario. Del mismo modo, los aceros inoxidables y metales no ferrosos como el cobre y el aluminio tienen capas de óxido refractario que impiden el corte normal con soplete.
Tipos de antorchas y boquillas:
- Las antorchas pueden usarse para soldadura o corte, dependiendo del accesorio instalado.
- Existen diferentes puntas de corte, que varían según el espesor del acero al carbono.
- Las puntas de alta velocidad permiten incrementar la velocidad de corte entre un 25% y un 50%.
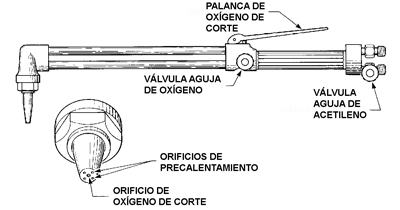
- Orificio de oxígeno de corte ( Cutting oxygen orifice )
- Orificios de precalentamiento ( Preheating orifices )
- Palanca de oxígeno de corte ( Cutting oxygen lever )
- Válvula aguja de acetileno ( Acetylene needle valve )
- Válvula aguja de oxígeno ( Oxygen needle valve )
Figura: Antorcha de corte con oxígeno manual.
Corte de Metal con Polvo (Metal Powder Cutting – POC)
Este proceso facilita el corte de metales resistentes a la oxidación, como el hierro fundido y los aceros inoxidables. Se basa en la adición de polvo de hierro al chorro de oxígeno, el cual se calienta en la llama de oxiacetileno y se oxida inmediatamente en la corriente de oxígeno de corte.
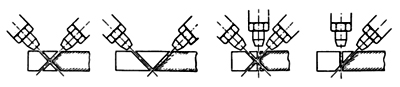
Figura: Métodos de preparar las juntas
Ventajas del proceso:
- Genera temperaturas más altas, facilitando la oxidación del metal base.
- No requiere precalentamiento para iniciar el corte.
- Se usa en la remoción de compuertas y elevadores en fundiciones.
Requerimientos del proceso:
- Se necesitan boquillas especiales para la alimentación del polvo de hierro.
- Se usa aire comprimido para transportar el polvo a la antorcha.
- El flujo de polvo varía entre 0,11 y 0,23 kg/min según el espesor del material.
El proceso de corte con polvo de metal también se emplea en el corte apilado, donde varias hojas de metal se cortan simultáneamente. En este caso, el polvo de metal permite completar el corte incluso cuando las placas no están en contacto íntimo, asegurando una sección continua.
Aplicaciones y Avances en el Corte a Soplete
Las máquinas de corte automático se utilizan ampliamente en la industria metalmecánica. Estas pueden portar varias antorchas simultáneamente y estar controladas por sistemas numéricamente programados (CNC).
Algunas innovaciones recientes incluyen:
- Corte en ángulo o contorneado en partes complejas, aumentando la productividad de los sistemas CNC.
- Máquinas especializadas para corte de engranajes, tuberías y agujeros en tapas de tambores.
- Preparación de ranuras biseladas para cortes rectos, optimizando el proceso de ensamblaje y soldadura posterior.
Términos destacados :
Corte a soplete (Oxy-fuel cutting)
Hierro fundido (Cast iron)
Acero al carbono (Carbon steel)
Oxígeno de corte (Cutting oxygen)
Fundente decapante (Flux remover)
Polvo de metal (Metal powder)
Gas oxicombustible (Oxy-fuel gas)
Antorcha de corte (Cutting torch)
Chorro de oxígeno (Oxygen jet)
Temperatura de inflamación (Ignition temperature)
Oxidación del acero (Steel oxidation)
Acetileno (Acetylene)
Propano (Propane)
Gas MAPP (MAPP gas)
Reacción química (Chemical reaction)
Óxidos de hierro (Iron oxides)
Conductividad térmica (Thermal conductivity)
Precalentamiento (Preheating)
Puntas de corte (Cutting tips)
Velocidad de corte (Cutting speed)
Soldadura a gas (Gas welding)
Flujo de oxígeno (Oxygen flow)
Escoria (Slag)
Temperatura de fusión (Melting temperature)
Corte por arco de oxígeno (Oxygen arc cutting)
Chispa de ignición (Ignition spark)
Acero inoxidable (Stainless steel)
Corte por fundente químico (Chemical flux cutting)
Gas protector (Shielding gas)
Boquilla de corte (Cutting nozzle)
Cuando se siguen los procedimientos adecuados y se mantiene el equipo en condiciones óptimas, el corte con oxígeno puede producir superficies extremadamente lisas y precisas, asegurando calidad y eficiencia en la industria de la metalurgia.
|


