|
HOME
|
Electroforming is a specialized metal fabrication process in which metal parts are produced by electrodeposition onto a mandrel or form that is subsequently removed. The process involves immersing a base shape in an electrolyte bath and applying an electric current so that metal ions deposit uniformly onto the mandrel’s surface. Electroformed components replicate the mandrel’s geometry with micron-level accuracy and superior surface finish, avoiding shrinkage and distortion typical of casting or stamping. The resulting metal is extremely pure with a refined crystal structure. Complex, lightweight structures and multilayer assemblies can be created. Common materials include nickel and copper for precision tools, meshes, and intricate components.
|
ELECTROFORMADO
Dando un paso más en el proceso de galvanoplastia, se llega al electroformado.
El electroformado es un proceso altamente especializado para la fabricación de una pieza metálica por electrodeposición en un baño de metalizado sobre una forma base o mandril, que se retira posteriormente.
El electroformado es el proceso por el cual los artículos son fabricados por la acumulación de metal a través de la electrodeposición (también llamada galvanoplastia, galvanizado, enchapado, chapado, recubrimiento metálico, metalizado, etc., según el país) sobre un mandril adecuado que luego se elimina.
La ventaja del proceso de electroformación es que reproduce fielmente la forma o el mandril, dentro de una micra, sin la contracción y la distorsión asociadas con otras técnicas de conformado de metales, tales como la fundición, el estampado o la embutición. Y, puesto que el mandril se mecaniza de manera que forme la superficie exterior, pueden mantenerse tolerancias dimensionales y acabados superficiales elevados en configuraciones interiores complejas.
El metal electroformado es extremadamente puro, con propiedades superiores al metal forjado debido a su estructura cristalina refinada. Múltiples capas de metal electroformado pueden unirse molecularmente entre sí, o a diferentes materiales de sustrato, para producir estructuras complejas con bridas y salientes desarrolladas.
El electroformado debe pensarse como un proceso básico de fabricación al considerar alternativas más adecuadas para la producción de un artículo en particular. Otros procesos básicos de conformado de metales incluyen la fundición, la forja, la estampación, la embutición, el mecanizado y la fabricación. Estos pueden servir para la mayoría de las aplicaciones, pero pueden verse exigidos más allá de sus límites cuando los requisitos demandan tolerancias extremas, gran complejidad o peso ligero. En estos casos, el electroformado es un verdadero solucionador de problemas.
El níquel es una opción popular para esta operación, pero el cobre también tiene sus aplicaciones.
El electroformado tiene una serie de características que lo hacen un proceso de producción viable para aplicaciones específicas. Entre ellas:
- Reproducción exacta de finos detalles superficiales. Ejemplo: electroformación de estampas para la producción de discos compactos.
- Duplicación de texturas de superficie. Ejemplo: dados para producir patrones de granulado de madera o de cuero.
- Alto grado de estabilidad dimensional. Ejemplo: componentes de precisión.
- Capacidad para electroformar formas difíciles y costosas de producir por otros métodos. Ejemplo: pantallas rotativas de impresión.
La electroformación de níquel se utiliza para producir herramientas, guías de onda de radar, máscaras de pulverización y una amplia gama de componentes que serían difíciles o costosos de fabricar por otros medios. Adicionalmente, la electroformación con níquel se emplea en la producción de láminas y productos en malla. Este es un procedimiento especializado que implica la deposición continua sobre un tambor giratorio.
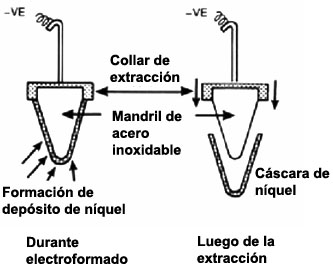
Fig. Diagrama simplificado mostrando la secuencia de creación de un objeto electroformado. En este caso, el operario de galvanizado debe obtener suficiente adherencia para duplicar la forma con exactitud, pero dejando margen para liberar el objeto formado. La liberación fácil es crítica para no dañar la forma permanente, de elevado costo.

El diagrama superior muestra el proceso de electroformación en operación. La fuente de metal para electroformado, con carga positiva (ánodo), se ioniza en la solución electrolítica (por ejemplo, cobre) y es atraída hacia el mandril cargado negativamente (cátodo). La electrodeposición se logra sobre todas las superficies del mandril a una velocidad de depósito aproximada de 0,001" por hora. La gran mayoría de los procesos de electroformación se realizan con níquel; el cobre es el segundo metal más utilizado, principalmente en la industria de placas de circuito impreso para electrónica.
Consideraciones de diseño
En otra página se explicó que los electrodepósitos tienden a variar de espesor sobre la superficie de un objeto. Las hendiduras profundas presentan el mayor problema, pero la distribución obtenida sobre formas aparentemente sencillas puede ser sorprendentemente desigual si no se toman precauciones especiales. Todos los bordes y esquinas atraen más corriente que el resto. Como guía general, el espesor medio de recubrimiento sobre una lámina rectangular plana niquelada en un baño de profundidad y longitud mucho mayores puede alcanzar el doble del espesor logrado en el centro de cada cara. Los diagramas de la página siguiente dan una idea de cómo varía el espesor del recubrimiento en formas típicas.
El operario de galvanizado dispone de varias formas de mejorar la distribución, que pueden clasificarse en medios ordinarios y extraordinarios.
Podría pensarse que el medio ordinario más común es elegir una solución de enchapado con buen poder de penetración, pero esta opción solo está disponible ocasionalmente. Puede hacerse si existen procesos con características diferentes para depositar el mismo metal; no es de mucha utilidad, sin embargo, ofrecer un depósito de cobre cianurado cuando se requiere un depósito de cromo duro.
Los principales medios ordinarios son: elección del tamaño y la posición apropiados del ánodo (con el uso de ánodos conformes cuando sea posible) y disposición juiciosa de los componentes entre sí para lograr protección mutua o compensación. Estos procedimientos pueden ser muy eficaces.
Los medios extraordinarios incluyen el uso de escudos, quemadores y ánodos auxiliares.
Los escudos son elementos no conductores (por ejemplo, láminas de plástico) conformados y situados de manera que obstruyan el flujo de corriente hacia las prominencias. Los quemadores son cátodos auxiliares (a menudo marcos simples de alambre) colocados para desviar el exceso de corriente de bordes y esquinas; son inherentemente inútiles para depositar metal. Los ánodos auxiliares, conectados al terminal positivo de la fuente (o a una alimentación auxiliar), pueden ubicarse cerca o dentro de hendiduras o agujeros para asegurar un flujo adecuado de corriente, pero presentan dificultades: requieren posición muy precisa; si son solubles, cambian de forma rápidamente y requieren reemplazo frecuente; además, pueden generar residuos sólidos que causen asperezas. Los ánodos insolubles pueden ser satisfactorios en algunos baños, pero en otros es difícil encontrar un material adecuado y económico. Por ello, estos métodos se emplean más en electroformación o en recubrimientos gruesos de ingeniería que en recubrimientos decorativos o protectores.
Está en el propio interés de los fabricantes hacer lo posible para ayudar al taller de galvanización a lograr espesores bastante uniformes mediante el envío de piezas con diseños simples.
Distribución del recubrimiento
Se explicó arriba por qué los depósitos electrolíticos tienden a variar, en mayor o menor grado, sobre la superficie de un producto a metalizar. Las hendiduras profundas presentan el mayor problema, pero incluso la distribución sobre formas aparentemente más sencillas puede ser sorprendentemente desigual si no se toman precauciones especiales. Todos los bordes y esquinas atraen más corriente que el resto de las superficies. Como guía general, el espesor medio de recubrimiento de níquel sobre una lámina rectangular plana puede ser dos veces mayor en los bordes que en el centro de la cara. La siguiente ilustración muestra cómo un revestimiento puede variar en diversas formas típicas.


ENJUAGUE Y DRENAJE
Es fácil apreciar la importancia de un buen drenaje si se tienen en cuenta las muchas etapas que intervienen en una operación típica de galvanizado. Para metalizar con zinc y neutralizar componentes de acero dulce, puede requerirse una secuencia similar a la siguiente:
a) limpieza por inmersión en álcali caliente
b) limpieza electrolítica en álcali caliente
c) enjuague en agua fría
d) inmersión en ácido para eliminar óxido y sarro
e) enjuague en agua fría
f) enjuague en agua fría
g) electrodeposición de zinc
h) enjuague estático para conservar las sales de electrodeposición
i) enjuague en agua fría
j) inmersión en solución de cromato
k) enjuague en agua fría
l) enjuague en agua tibia
m) secado con aire caliente
Los enjuagues son esenciales para evitar la contaminación de soluciones posteriores, las cuales se deterioran rápidamente si se produce un arrastre significativo. El diseño del componente es clave para que este enjuague vital pueda realizarse de forma rápida y eficiente. Además, ayuda a disminuir el consumo de agua y a reducir el costo del tratamiento de efluentes.
|
La primera necesidad es evitar bolsas y agujeros ciegos donde pueda retenerse solución. Si los huecos no pueden eliminarse por completo, puede ser necesario incorporar orificios de drenaje. Un buen ejemplo es el talón en la llanta de las ruedas de bicicleta: no puede sellarse fácilmente por completo mediante soldadura o laminado, por lo que es habitual disponer pequeños agujeros alrededor de la periferia para fines de drenaje.
|
 |
|
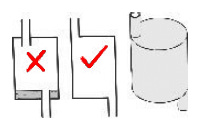
Evite bolsillos y agujeros ciegos donde la solución pueda quedar atrapada.
|
Las articulaciones plegadas y solapadas, ya sea aseguradas por soldadura o remachadas, tienden a retener solución y, por lo tanto, deben sellarse (por soldadura continua o rellenando con material inerte). Como alternativa, la separación debería ampliarse para permitir drenaje fácil y un enjuague satisfactorio.
|
Si aire o gas evolucionado quedan atrapados en una cavidad orientada hacia abajo, se impedirá el metalizado. La pieza será rechazada si esto ocurre en una gran superficie, y puede sufrir corrosión rápida en servicio si no lo es. El operario debe montar el trabajo para evitar este problema, pero su margen de maniobra es limitado. En algunos casos será necesario proporcionar orificios para el escape de gas.
Fabricación y procesos de tratamiento
La elección del método de fabricación de un artículo está sujeta a muchas limitaciones, y una de ellas es el efecto sobre los procesos posteriores de acabado.
La influencia de las operaciones de conformación en la calidad superficial es importante. En embutición de chapa conviene asegurar que las herramientas de prensa tengan buen acabado; además, deben utilizarse lubricantes y películas protectoras para evitar arañazos y otros defectos, minimizando así el costo de pulido.
El costo de galvanizar fundiciones a presión, tanto por los procesos requeridos como por el porcentaje de rechazo, es altamente sensible a la calidad superficial. El cuidado en el diseño de la matriz para lograr flujo suave, en el acabado del molde y en condiciones óptimas de proceso suele dar buenos resultados.
|
El efecto de la forma en la uniformidad del espesor de recubrimiento y en el atrapamiento de gas o fluido es independiente del método de fabricación, pero hay consideraciones adicionales si el proceso implica solidificación (por ejemplo, fundición de metales o moldeo de plásticos). En un acabado metalizado se vuelven evidentes las imperfecciones.
|
 |
Por lo tanto, conviene evitar áreas grandes y planas, y preferir superficies convexas o con textura.
Si se requieren nervaduras, deben ser más delgadas que la pared principal para evitar marcas de hundimiento visibles en las superficies exteriores. Deben reducirse y redondearse tanto en la unión con la pared como en el borde exterior. Las protuberancias o salientes también deben ser reducidas, redondeadas y lo más cortas posible; preferentemente ahuecadas para minimizar el espesor de pared. Si se insertarán otros materiales, conviene hacerlo después del metalizado. Si es esencial moldearlos en el componente, debe verificarse la compatibilidad de los materiales con todas las soluciones de procesamiento.
En metalizado de plásticos, recuerde que muchos polímeros pierden resistencia a temperaturas de proceso. Los espesores de pared deben ser suficientes para evitar distorsión y puntos escalonados (donde puede aplicarse presión importante), y lo bastante robustos para resistir deformaciones.
Los plásticos ensamblados entre sí, ya sea soldados o cementados, rara vez pueden galvanizarse con éxito.
Los metales soldados no presentan tanta dificultad; sin embargo, las soldaduras pueden crear problemas si quedan soluciones atrapadas. Puede haber gran formación de escamas por soldadura a gas o por arco; su remoción (mecánica o química) es una etapa adicional y puede generar rugosidad. Si se sueldan superficies engrasadas, puede formarse una película carbonosa difícil de eliminar; en tales casos es preferible desengrasar antes de soldar.
Las uniones soldadas rara vez presentan dificultades específicas; el operario debe asegurarse de eliminar residuos de fundente y de que las soluciones no reaccionen adversamente con los componentes de la soldadura.
Cualquier operación posterior a la fabricación debe verificarse por posibles efectos. El tratamiento térmico, por ejemplo, puede causar gran formación de incrustaciones; conviene seleccionar tratamientos y condiciones que lo eviten.
Aplicaciones actuales
El electroformado es un proceso de fabricación aditivo con aplicaciones críticas en múltiples sectores debido a su precisión, capacidad de reproducir detalles micrométricos y flexibilidad de diseño. A continuación se presentan usos relevantes:
Industria aeroespacial y defensa
En el sector aeroespacial, el electroformado se emplea para fabricar protecciones en el borde de ataque de palas de rotor y componentes estructurales de gran tamaño con tolerancias estrictas. También se utiliza en guías de onda de radar y máscaras de pulverización de precisión.
Electrónica, óptica y dispositivos de precisión
La miniaturización exige estructuras metálicas complejas con tolerancias del orden de 1–2 µm; el electroformado se aplica en micromotores, microválvulas y dispositivos microelectromecánicos. En óptica, se producen moldes para lentes y espejos complejos con excelente acabado superficial.
Medicina e instrumentación
En instrumentación médica, se utiliza para microcanales en dispositivos de diagnóstico y electrodos de precisión. Su capacidad para reproducir geometrías intrincadas sin distorsión lo vuelve útil en endoscopia y microcirugía.
Filtración y energías renovables
Se emplea en filtros de alta precisión (mallas con aberturas uniformes) para industria alimentaria y farmacéutica. En energías renovables, se aplica en celdas de combustible y electrodos para baterías con estructuras porosas controladas.
Arte, moldes y decoración
Artistas usan cobre electroformado para reproducir texturas naturales (hojas, conchas) con gran riqueza de detalle. En estampación, se crean moldes para discos compactos y otros productos que requieren alta fidelidad superficial.
Automoción y acabados decorativos
En automoción, el electroformado de níquel y cromo se utiliza en piezas específicas de acabado y en componentes donde se requiere precisión y buen acabado superficial. (Nota: el cromado/niquelado decorativo convencional es más frecuente que el electroformado para grandes piezas externas.)
En conjunto, el electroformado continúa expandiéndose al permitir diseños difíciles de lograr por otros métodos y cumplir exigencias de precisión, complejidad y pureza en aplicaciones críticas.
Conceptos destacados :
| electroforming ( metal fabrication – electrochemistry ) | (electroformado). Proceso de fabricación de piezas metálicas por electrodeposición sobre un mandril que luego se retira. |
| electrodeposition ( surface engineering – electrochemistry ) | (electrodeposición). Depósito de iones metálicos sobre un cátodo mediante corriente eléctrica en un baño electrolítico. |
| electrolyte bath ( electroplating – process chemistry ) | (baño electrolítico). Solución conductora donde se disuelven iones metálicos para formar el depósito. |
| mandrel ( tooling – precision manufacturing ) | (mandril). Forma base sobre la que se deposita el metal y que se elimina para obtener la pieza final. |
| cathode ( electrochemistry – electrode systems ) | (cátodo). Electrodo con carga negativa que atrae los iones metálicos y donde se forma el depósito. |
| anode ( electrochemistry – electrode systems ) | (ánodo). Electrodo positivo que aporta metal a la solución por disolución/ionización. |
| metal ions ( electrochemistry – ion transport ) | (iones metálicos). Partículas cargadas del metal que migran en el electrolito y se depositan sobre el cátodo. |
| current density ( electroplating – process control ) | (densidad de corriente). Corriente por unidad de área que influye en velocidad de depósito, textura y uniformidad. |
| micron-level accuracy ( precision engineering – metrology ) | (precisión micrométrica). Capacidad de reproducir geometrías con tolerancias del orden de micras. |
| surface finish ( manufacturing – surface quality ) | (acabado superficial). Calidad de la superficie obtenida; el electroformado logra superficies finas y reproducibles. |
| shrinkage ( casting – defects ) | (contracción). Reducción dimensional típica de fundición/estampado que el electroformado evita. |
| distortion ( forming processes – defects ) | (distorsión). Deformación no deseada asociada a procesos mecánicos o térmicos; se minimiza en electroformado. |
| crystal structure refinement ( materials science – metallurgy ) | (estructura cristalina refinada). Microestructura fina que puede mejorar propiedades respecto de metales convencionales. |
| nickel electroforming ( electroforming – nickel ) | (electroformado de níquel). Variante común por su resistencia, estabilidad dimensional y buena replicación de detalle. |
| copper electroforming ( electroforming – copper ) | (electroformado de cobre). Usado en aplicaciones específicas, por ejemplo en electrónica y fabricación de mallas. |
| multilayer bonding ( advanced manufacturing – materials joining ) | (unión de múltiples capas). Posibilidad de unir capas electroformadas molecularmente entre sí o con sustratos. |
| thickness distribution ( electroplating – uniformity ) | (distribución de espesor). Variación del espesor del recubrimiento por geometría y concentración de corriente. |
| edge effect ( electroplating – current concentration ) | (efecto de borde). Mayor depósito en bordes y esquinas por atracción de corriente superior al resto de la superficie. |
| conformal anodes ( electroplating – tooling ) | (ánodos conformes). Ánodos con forma adaptada para mejorar uniformidad del espesor en piezas complejas. |
| shields ( electroplating – auxiliary devices ) | (escudos). Elementos no conductores que bloquean corriente hacia prominencias para evitar sobredepósitos. |
| robbers ( electroplating – auxiliary cathodes ) | (quemadores). Cátodos auxiliares que desvían el exceso de corriente de bordes y esquinas. |
| auxiliary anodes ( electroplating – field control ) | (ánodos auxiliares). Ánodos adicionales ubicados cerca de hendiduras/agujeros para aumentar depósito en zonas críticas. |
| rinsing ( plating operations – contamination control ) | (enjuague). Etapa esencial para evitar contaminación por arrastre entre baños de proceso. |
| drag-out ( plating operations – process losses ) | (arrastre). Transporte de solución adherida a la pieza hacia el baño siguiente, causando contaminación y pérdidas. |
| drain holes ( design for plating – drainage ) | (orificios de drenaje). Agujeros incorporados para evitar retención de solución en cavidades y facilitar enjuague. |
|


